冷金屬過渡焊接:原理解析+核心優(yōu)勢,新手也能看懂
發(fā)布日期:2025-10-13 14:30 ????瀏覽量:
在精密制造、新能源、航空航天等領(lǐng)域,焊接質(zhì)量直接影響設(shè)備性能與壽命。冷金屬過渡焊接(CMT)憑借其低熱輸入特性與精準(zhǔn)控制能力,已成為解決復(fù)雜焊接難題的關(guān)鍵技術(shù)。本文從原理出發(fā),結(jié)合三大核心優(yōu)勢,解析這項技術(shù)的獨特價值,助力用戶快速掌握其應(yīng)用邏輯。
一、CMT原理
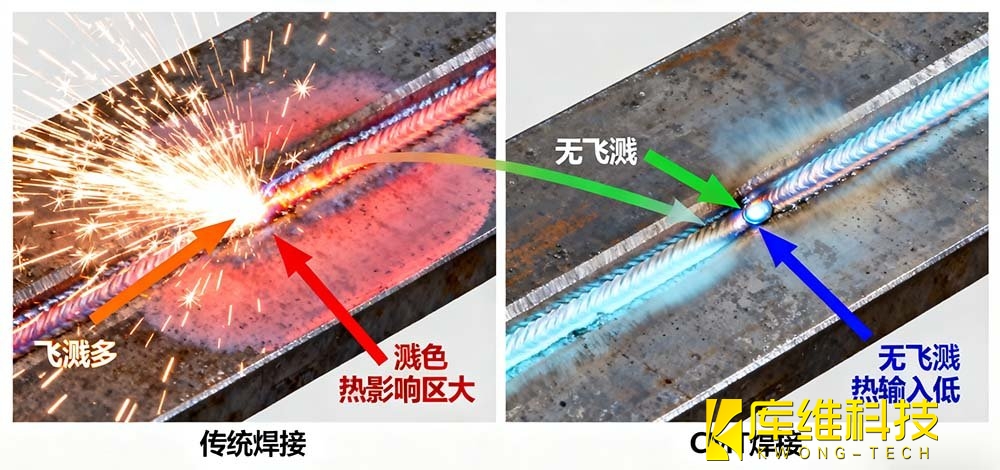
CMT本質(zhì)上是MIG/MAG焊的升級迭代,核心是通過??焊絲反向回抽的動態(tài)控制??,實現(xiàn)“冷”焊接。傳統(tǒng)MIG焊依賴持續(xù)送絲,熔滴與熔池碰撞時釋放大量熱量;而CMT采用“送絲-停頓-回抽”的脈沖模式:當(dāng)熔滴即將接觸熔池時,焊絲以微秒級速度反向回抽,使熔滴在無碰撞的情況下“自然過渡”。這一過程將熱輸入降低至傳統(tǒng)MIG焊的1/3~1/2,熔池溫度穩(wěn)定在較低水平(約1800℃,傳統(tǒng)MIG可達(dá)2500℃以上),從根本上減少了能量冗余。
二、CMT三大核心優(yōu)勢
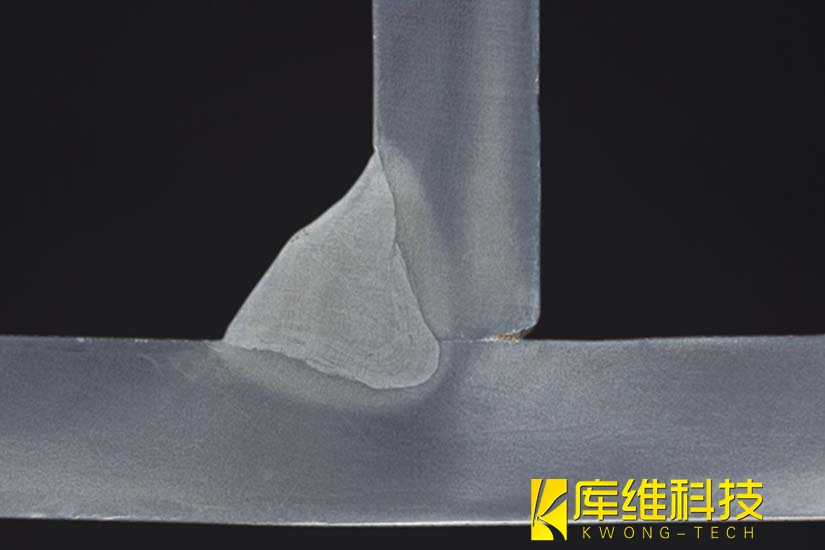
1、缺陷少、變形小、成形優(yōu)
-
飛濺抑制:動態(tài)回抽動作使熔滴在無電弧狀態(tài)下脫離焊絲,飛濺量減少80%以上;
-
氣孔控制:低熱量輸入減少熔池冷卻速度波動,降低氫氣孔生成風(fēng)險;
-
熱影響區(qū)縮小:母材熱輸入減少,晶粒粗化傾向降低,接頭韌性顯著提升;
-
焊縫成形優(yōu)化:電弧能量精準(zhǔn)控制使焊縫寬度均勻,余高穩(wěn)定,尤其適用于薄板(0.5mm以上)及精密構(gòu)件焊接。
2、異種金屬焊接“破冰者”
鋁/鋼、鋁/鈦、鈦/鋼、銅/鋁、銅/鋼等異種金屬焊接的最大難點,是高溫下易生成??脆性金屬間化合物(IMC),傳統(tǒng)焊接接頭強(qiáng)度往往不足母材的50%。而CMT技術(shù)通過低熱輸入抑制IMC過度生長,實現(xiàn)了多種異種材料的可靠連接??。例如鋁鋼焊接時,傳統(tǒng)工藝因熱輸入高,IMC層厚度可達(dá)50μm以上(超過20μm即脆斷),接頭強(qiáng)度暴跌。
CMT的低熱輸入(線能量≤6kJ/cm)將IMC生長控制在“安全區(qū)”:一方面縮短高溫停留時間,抑制IMC過度增殖;另一方面,熔池快速凝固減少元素擴(kuò)散,最終IMC層厚度僅5~10μm,接頭強(qiáng)度保留率超80%。目前,CMT已成功應(yīng)用于新能源汽車電池托盤(鋁鋼連接)、航空鈦合金與鋼緊固件焊接等場景。
3、保護(hù)氣體“量身定制”
保護(hù)氣體不僅是隔絕空氣,更直接影響電弧穩(wěn)定性、熱量分布與接頭性能。CMT對氣體配比的敏感度更高:
-
??純Ar??:適用于鋁及鋁合金焊接,電弧穩(wěn)定、飛濺少,但熔深較淺,易產(chǎn)生氣孔。需配合焊絲成分(如AlSi5)優(yōu)化熔池流動性;
-
??Ar+He(20%~50%)??:添加20%-30%He可提高電弧溫度,增加熔深,減少氣孔。例如,焊接厚板鋁合金時,Ar+30%He比純Ar減少氣孔50%,且焊接速度提升20%;
-
??Ar+CO?(≤15%)??:適用于碳鋼焊接,CO?含量通常為15%-20%,可改善熔池冶金反應(yīng),降低焊縫含氫量,但需控制比例——CO?過高易導(dǎo)致飛濺增加。
新手貼士:焊接鋁/鋼異種材料時,優(yōu)先選擇Ar+5%N?混合氣體,既能抑制鋅蒸發(fā)(鍍鋅鋼焊接場景),又能細(xì)化晶粒。
CMT用“低熱輸入”重新定義了焊接的邊界,它不僅解決了傳統(tǒng)工藝的缺陷痛點,更打開了異種金屬連接的新場景。無論是汽車輕量化的鋁鋼部件,還是航空航天的多材料結(jié)構(gòu),CMT都已成為“高精度、高可靠性”焊接的首選方案。
相關(guān)文章

水導(dǎo)激光加工選用什么顏色的激光好?

激光加工參數(shù)設(shè)置不當(dāng)會導(dǎo)致哪些常見缺陷,如何識別與解決

激光加工參數(shù)解析:光束模式與偏振方向

超聲波焊接在鋰電池極耳預(yù)焊中的隱形角色

低溫焊接技術(shù)的工程實踐與理論突破

焊接技術(shù)的分類與應(yīng)用全景:從微電子到重型制造的精準(zhǔn)連接藝術(shù)

不同類型的焊接技術(shù)的應(yīng)用領(lǐng)域和限制有哪些?

塑料激光透射焊接的工業(yè)應(yīng)用與材料創(chuàng)新

摩擦焊的優(yōu)點是什么?